
Paper production process, also called the paper manufacturing process or industrial paper making process, is the continuous industrial workflow that converts cellulose pulp (from wood, recycled fiber, or non-wood sources) into finished paper sheets through 10 sequential steps: raw material preparation, pulping, cleaning and screening, bleaching, refining, forming, pressing, drying, calendering, and cutting and finishing. Modern paper mills run this process continuously at 800 to 2,200 metres per minute, producing 50 to 1,500 tonnes per day depending on paper grade and machine scale.
Last updated: 13 May 2026 by the World Paper Mill editorial team. Reviewed against TAPPI, FAO, and CEPI 2025-2026 data.
Paper Production Process: Quick Reference
Mill operators and project planners can use this table as a quick-scan reference covering all 10 industrial stages, typical equipment, and key process parameters.
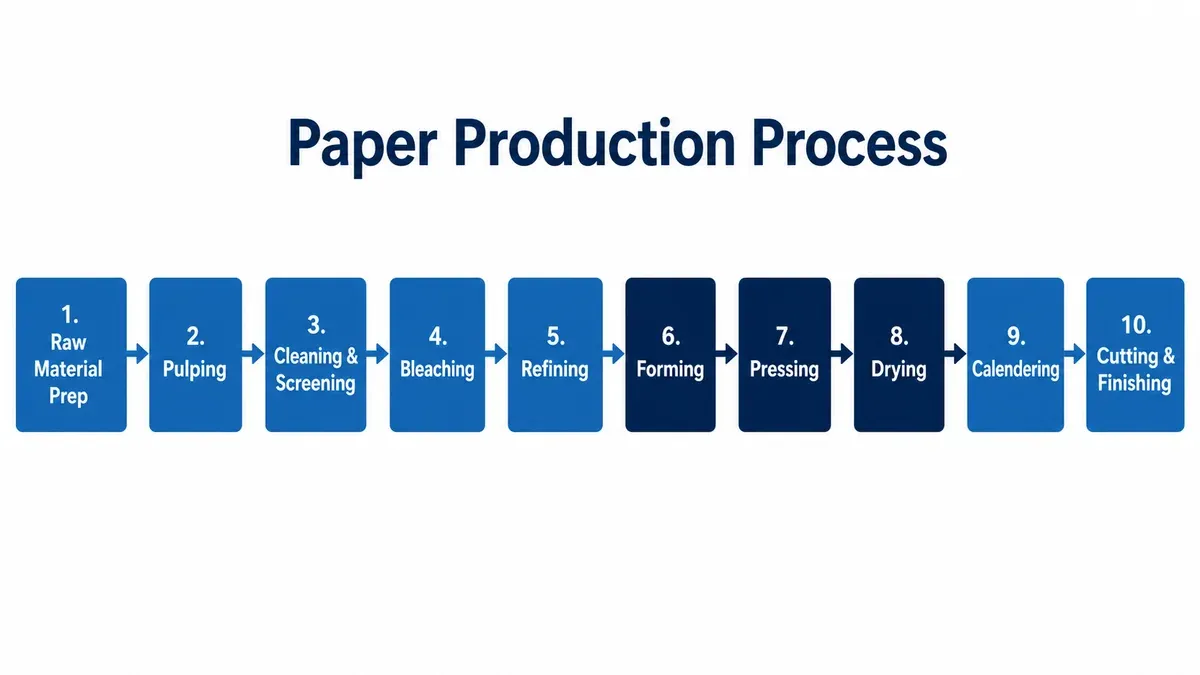
The Paper Production Process: 10 Industrial Steps
Paper production has 10 distinct industrial stages, each with specific equipment, energy inputs, and quality parameters. Mill operators run the entire sequence continuously at 800 to 2,200 metres per minute. Each stage is detailed below with its purpose, typical parameters, and equipment used in modern mills.
Step 1. Raw Material Preparation
Logs are debarked using mechanical drum debarkers or high-pressure water jets, then chipped to 15 to 20 mm length and 3 to 5 mm thickness. Recycled-fiber mills skip this stage and process waste paper bales directly into the pulper. For detailed chipping specifications, see the complete chipping process guide.
Step 2. Pulping
Wood chips convert to fiber via three pathways. Chemical pulping (kraft or sulfite) cooks chips at 160 to 180 degrees Celsius for 2 to 4 hours, dissolving lignin and yielding 40 to 50 percent fiber recovery with high strength. Mechanical pulping (TMP, CTMP) refines chips under pressure, yielding 90 percent or more recovery but producing weaker fibers suitable for newsprint. Recycled pulping uses drum or low-consistency pulpers at 3 to 5 percent consistency. See chemical vs mechanical pulping comparison for selection guidance.
Step 3. Cleaning and Screening
Pulp slurry passes through high-density cleaners (centrifugal separation of sand, metal, glass), pressure screens with 0.15 to 0.25 mm slot widths to reject oversized particles and fiber bundles, and forward cleaners at low consistency. Recycled-fiber lines add flotation deinking cells to remove ink particles for white-grade production.
Step 4. Bleaching
Chemical pulp brightness rises through multi-stage bleaching. Modern mills use ECF (elemental chlorine free) sequences with chlorine dioxide or TCF (totally chlorine free) using ozone and peroxide. Target ISO brightness varies by grade: 88 to 92 percent for fine writing and printing paper, 60 to 75 percent for kraft and packaging.
Step 5. Refining
Disc or conical refiners develop fiber-to-fiber bonding by mechanical action. Target freeness (drainage resistance) varies by grade target: 400 to 550 CSF (Canadian Standard Freeness) for tissue grades where bulk preservation matters, 250 to 350 CSF for fine paper, 200 to 300 CSF for packaging. Over-refining collapses porosity and destroys bulk.
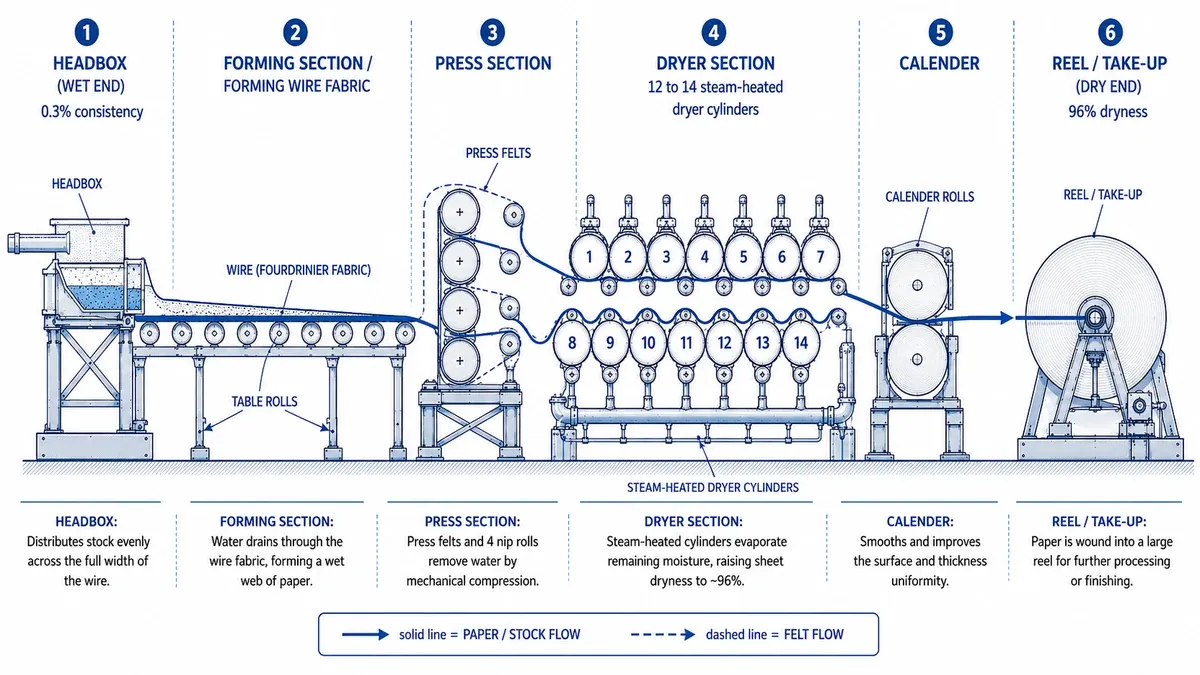
Step 6. Forming
Refined pulp at 0.1 to 0.3 percent consistency flows from the headbox onto the forming section. Water drains by gravity and suction, raising sheet consistency from 0.3 percent to 18 to 22 percent across the forming zone. Fourdrinier formers serve most grades, twin-wire formers handle high-bulk grades, and crescent formers are standard in tissue mills.
Step 7. Pressing
The wet web passes through 2 to 4 press nips between rolls and absorbent felts. Mechanical pressure removes water more efficiently than thermal drying. Sheet dryness exits the press section at 40 to 50 percent. Modern shoe presses extend nip dwell time, raising dryness 2 to 3 percent over conventional roll presses. Each 1 percent press dryness improvement saves about 4 percent steam consumption in subsequent drying (Voith Paper and Andritz press section engineering data).
Step 8. Drying
Steam-heated dryer cylinders (typically 30 to 60 cylinders in a press dryer section) evaporate residual water. Sheet temperature reaches 90 to 110 degrees Celsius. Sheet exits drying at 92 to 96 percent dryness, meaning 4 to 8 percent moisture content depending on grade target. Tissue mills replace the cylinder bank with a single large Yankee dryer of 3.6 to 6.7 metres diameter.
Step 9. Calendering
The sheet passes between calender rolls under controlled pressure to densify the surface, control caliper (thickness), and improve smoothness. Soft calenders pair one heated roll with a soft roll, preserving bulk for tissue and packaging. Hard calenders (steel-on-steel) maximise smoothness for premium fine paper. Calendering is optional based on grade target.
Step 10. Cutting and Finishing
The finished sheet winds onto parent reels measuring 2.5 to 3.5 metres in diameter and 5 to 20 tonnes in weight. Slitter-rewinders cut the parent reel into smaller customer reels. Sheet-fed orders pass through sheeters that cut to specified dimensions. Final reels are wrapped, palletised, and shipped. Reel changes happen every 20 to 60 minutes depending on machine speed and grammage.
Raw Materials in Paper Production
The paper production process uses three primary fiber sources, and raw materials account for 50 to 70 percent of total operating cost in industrial mills. Mill operators source primarily from virgin wood pulp, recycled fiber, or non-wood alternatives, blending based on grade target and regional availability.
Virgin wood pulp: Softwood species (pine, spruce, fir) provide long fibers that deliver tensile strength, used for kraft, packaging, and the strength layer of multi-ply paper. Hardwood species (eucalyptus, birch, acacia) provide short fibers that deliver smoothness and bulk, used in fine paper and tissue.
Recycled fiber: Classified globally under ISRI PS (USA) or EN 643 (Europe) standards. Common grades include OCC (Old Corrugated Containers, for kraft and testliner), ONP (Old Newsprint), SOP (Sorted Office Paper, for fine and tissue grades), and mixed waste. Recycled fiber typically costs 30 to 50 percent less per tonne than virgin pulp (Fastmarkets RISI 2026 pulp spot benchmarks). See the waste paper grades classification guide for grade-specific specifications.
Non-wood fibers: Bagasse (sugarcane residue), bamboo, wheat straw, and kenaf serve mills with limited wood access or sustainability-driven sourcing strategies. Indian mills increasingly use bagasse in sugar-belt regions where supply is abundant and cost-competitive.
Additives: Sizing agents (rosin, AKD, ASA) control water absorption; fillers (calcium carbonate, kaolin clay) improve opacity and reduce fiber consumption; retention aids manage fines and chemical recovery on the wire; wet-strength resins serve packaging and tissue grades.
Paper Production Process Flow Chart
The end-to-end paper production process follows a continuous sequence that mill operators monitor as a unified flow chart from log entry to packaged reel:
Logs → Debarker → Chipper → Digester (chemical pulping) or Refiner (mechanical pulping) → Stock Preparation (cleaning, screening, refining) → Bleaching (optional, white grades only) → Headbox → Forming Section (Fourdrinier or twin-wire) → Press Section → Dryer Section → Calender → Reel → Slitter-Rewinder → Packaging → Shipping
This flow sheet applies to virgin-pulp mills. Recycled-fiber mills skip the wood-handling stages (debarker, chipper, digester) and feed waste paper bales directly into the pulper, then merge with the standard flow at stock preparation. Tissue mills replace the conventional dryer section with a single Yankee dryer plus creping doctor.
Paper Production Machines
Industrial paper production lines use specialised equipment at each of the 10 stages, with the paper machine itself being the largest single capex item at 50 to 60 percent of total project cost (Andritz, Valmet, and Voith Paper capex benchmarks 2025-2026).
Forming section options: Fourdrinier machines serve most paper grades and dominate the global installed base. Twin-wire formers (gap formers, hybrid formers) handle high-bulk grades and high-speed operations. Crescent formers are standard in tissue manufacturing.
Press section: Conventional roll presses with 2 to 4 nips remain the most common configuration. Modern shoe press technology (extended-nip pressing) raises sheet dryness 2 to 3 percent over roll presses, reducing drying energy. Major manufacturers include Andritz, Valmet, Voith Paper, Toscotec, and Parason for industrial-scale installations.
Dryer section: 30 to 60 steam-heated cast iron cylinders arranged in two-tier or single-tier configurations. Tissue mills use a single large Yankee dryer (3.6 to 6.7 m diameter) with a gas-fired or steam-heated hood.
Auxiliary equipment: Recovery boiler (kraft mills, for black liquor combustion), recausticizing line (white liquor preparation), biomass boiler for thermal energy, and ETP (effluent treatment plant) for water recycling.
For full machinery line-up and capex benchmarks, see the paper mill equipment list.
Industrial vs Small-Scale Paper Production
Industrial paper production runs at scale (50 to 1,500 TPD continuous) while small-scale mills operate at 5 to 30 TPD with substantially different equipment, capex, and unit economics. Mill operators planning new investments must select capacity tier first, since every downstream decision flows from this.
Currency Conversion Reference (approx 2026 spot rates per 1 USD): ₹83 INR (India), €0.93 EUR (Europe), ¥7.20 CNY (China), ¥150 JPY (Japan), £0.79 GBP (UK), CA$1.36 (Canada), AED 3.67 (UAE), BRL 5.10 (Brazil), IDR 15,800 (Indonesia). Rates indicative; use current spot for transactions. Source: Reserve Bank of India and OANDA composite rates 2026.
Large industrial mills (300 to 1,500+ TPD): Multi-machine installations with continuous Fourdrinier or twin-wire formers, full chemical recovery, sophisticated automation, and integrated converting. Capex ranges $50 million to $500 million per machine (₹415 Cr to ₹4,150 Cr at ₹83 per USD; Andritz and Valmet 2025-2026 project benchmarks). Operated by global majors and large national producers.
Mid-scale industrial mills (50 to 300 TPD): Single-machine operations with chemical or recycled-fiber pulping, basic automation, and dedicated converting. Common Indian and emerging-market configuration. Capex ranges ₹40 Cr to ₹125 Cr (approx $4.8 million to $15 million at ₹83 per USD; IPMA 2025-2026 project benchmarks).
Small industrial mills (5 to 30 TPD): Single-wire fourdrinier or compact lines, typically recycled-fiber based to avoid chemical recovery complexity. Capex ranges ₹3 Cr to ₹20 Cr (approx $360,000 to $2.4 million at ₹83 per USD; IPMA 2025-2026 small-mill benchmarks). Most new Indian entrants start here. See the paper manufacturing plant cost guide for India for capex by capacity tier and the paper recycling plant cost guide for recycled-fiber specifics.
Quality Control in Paper Production
Paper mill quality control monitors four core parameters at each production stage: grammage (GSM), brightness (ISO percent), moisture (4 to 8 percent), and tensile/burst strength. TAPPI standards specify the measurement protocols mill operators follow industry-wide.
Grammage (GSM): Mass per unit area, typically 35 to 400 g/m² depending on grade. Inline GSM scanners across the machine width track variation continuously.
Brightness: ISO 2470 measurement standard. Target ranges: tissue 70 to 90 percent, fine paper 88 to 92 percent, kraft 60 to 75 percent.
Moisture content: 4 to 8 percent for most grades, measured by inline infrared or microwave gauges. Higher moisture causes curl and dimensional instability; lower moisture causes brittleness.
Strength testing: Tensile (TAPPI T494), burst (TAPPI T403), tear (TAPPI T414), and stiffness (TAPPI T543) tests are run on lab-conditioned samples. Strength specs differ by grade: packaging grades prioritise burst and ring crush; fine paper prioritises tensile and fold endurance.
Modern mills run continuous statistical process control (SPC) charts on each parameter, with automated alarms when values drift outside specification bands.
Sustainability in Modern Paper Production
Modern paper mills recover 90 to 95 percent of process water, source 50 to 70 percent of fiber from recycled or certified sustainable forests, and replace fossil-fuel boilers with biomass cogeneration. The pulp and paper industry process is among the most circular major industries globally.
Water recovery: Closed-cycle whitewater systems and tertiary treatment allow large mills to operate at 5 to 10 cubic metres of fresh water per tonne of paper, down from 50 to 100 m³/tonne in older mills.
Fiber sourcing: FSC (Forest Stewardship Council) and PEFC (Programme for the Endorsement of Forest Certification) certify sustainable forest origin. Recycled fiber globally accounts for around 60 percent of total furnish per industry data from CEPI and FAO.
Energy: Kraft mills typically self-generate 60 to 100 percent of their energy from black liquor combustion (recovery boiler) plus biomass cogeneration (AF&PA Capital and Energy Report 2025). Recycled-fiber mills increasingly install biomass boilers using waste paper rejects as fuel.
Emissions: Modern mills meet effluent standards set by regional regulators (US EPA, EU Industrial Emissions Directive, India CPCB, China GB standards). Air emissions are managed via electrostatic precipitators and scrubbers.
Paper Production Industry Context
Global paper and paperboard production reached roughly 410 million tonnes in 2025, with China, USA, Japan, Germany, and India as the top paper producing countries (FAO Forestry Database). The pulp and paper industry process spans virgin pulp mills (Brazil, Finland, Sweden lead in global pulp export), recycled-fiber mills (China, USA, India dominate recycled volume), and converters operating closer to end markets.
Demand drivers shifting through 2026 include: packaging growth (e-commerce, food service), tissue growth (hygiene awareness post-pandemic), and structural decline in graphic paper (digital substitution). Investment activity concentrates in recycled-fiber capacity additions and integrated tissue lines, with India and Southeast Asia adding the largest greenfield capacity.
About This Guide
This paper production process guide was compiled by the World Paper Mill editorial team, a group of pulp and paper industry researchers focused on machinery, capex, and operations content for mill operators and project investors. All process parameters (consistency, brightness, freeness, machine speeds, drying temperatures) are cross-checked against TAPPI standards, FAO Forestry Database 2025, CEPI sustainability reports, and manufacturer technical sheets from Andritz, Valmet, Voith Paper, Toscotec, and Parason. We update this guide quarterly to reflect current industry data and standards.
Reviewed: 13 May 2026.
References & Sources
- TAPPI: Technical standards for paper testing (GSM, brightness, burst, tensile) and process specifications.
- FAO Forestry Database: Global paper and paperboard production tonnage by country.
- AF&PA: American Forest and Paper Association industry statistics for North America.
- CEPI: Confederation of European Paper Industries sustainability and recycling data.
- IPMA: Indian Paper Manufacturers Association domestic statistics.
- Britannica: Technical reference for paper-making process explanations.
- Manufacturer technical sheets: Andritz, Valmet, Voith Paper, Parason, Toscotec: paper machine specifications and operating parameters.
All process parameters (consistency, brightness, freeness, machine speeds, drying temperatures) are industry-typical ranges. Specific operating conditions vary by paper grade, machine vintage, and product target. Validate against your specific machine specifications.





