
Tissue paper is manufactured through a 7-step process: pulping, cleaning, refining, forming on a crescent former, wet pressing, drying on a Yankee cylinder at 95–120°C, and creping with a doctor blade to build softness. A modern tissue machine runs at 1,200–2,200 m/min and produces 20–200+ tonnes per day. This guide walks you through every step — with the process parameters, equipment specs, and practical details that matter when you are running a mill or planning a new tissue line.
What Is Tissue Paper?
Tissue paper is a lightweight, creped paper grade manufactured at basis weights between 13 and 30 GSM. What makes it different from every other paper grade is one thing — creping. A steel doctor blade scrapes the sheet off a heated Yankee cylinder, folding the fiber structure at a microscopic level. That single step gives tissue its softness, stretch, and absorbency.
If you have worked in a paper mill that produces writing or packaging grades, tissue will feel familiar in the wet end but completely different from the press section onward. There are no multi-cylinder dryers. No size press. No calender stack. Just one massive Yankee drum, a gas-fired hood, and a doctor blade doing the work that defines the entire product.
The global tissue market reached USD 23.85 billion in 2025 and is expected to grow to USD 32.93 billion by 2035 at 3.28% CAGR (Precedence Research, 2025). Asia-Pacific holds 34% of global share, but per capita consumption in Asia still sits at 5.8 kg/year compared to 25 kg/year in North America — which means the growth runway in developing markets is significant.
Sources: Precedence Research (2025), Fastmarkets RISI. Note: Market data and projections are estimates and may change based on economic conditions, regional demand shifts, and industry developments.
Types of Tissue Paper Produced in Mills
Not all tissue is the same. A mill producing bathroom tissue needs wet strength chemistry and dissolvability testing. A mill producing industrial wipers needs tensile strength and solvent resistance. The fiber blend, chemical recipe, and converting line configuration change for each grade.
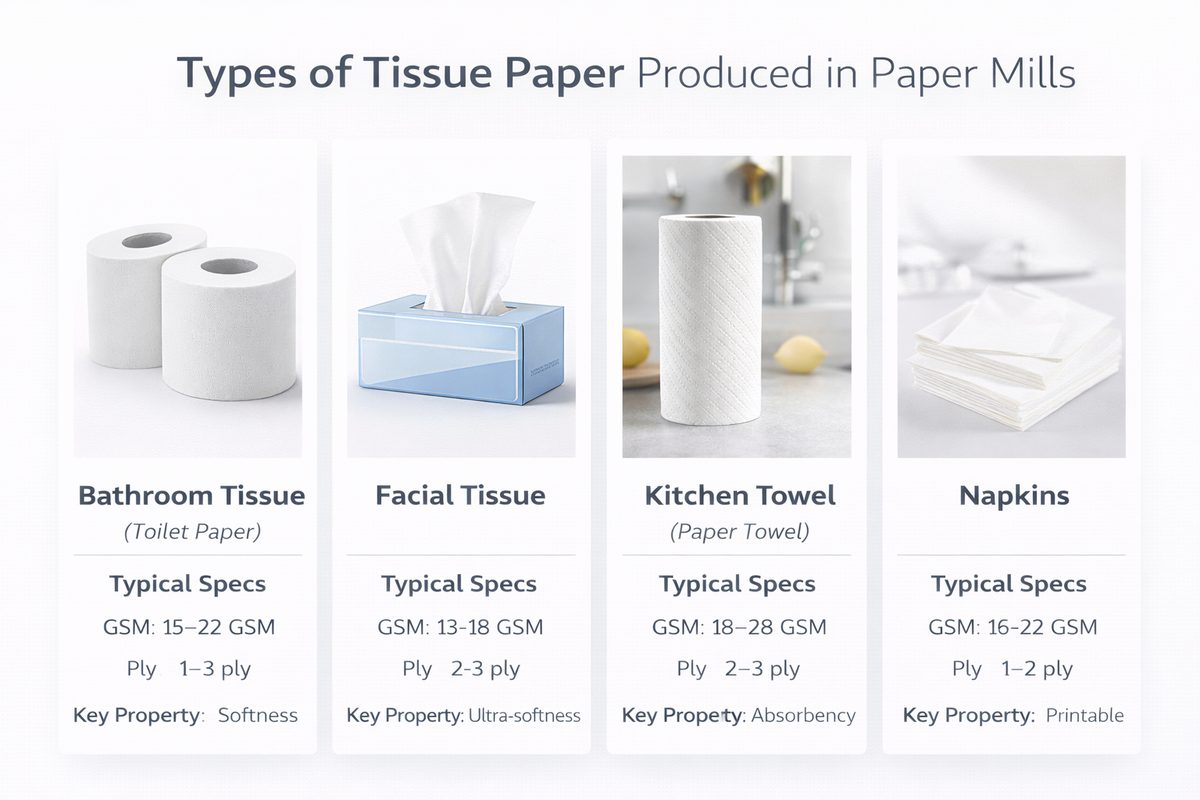
Source: TAPPI Technical Standards, Valmet Tissue Technology Guidelines. GSM and ply ranges are industry-standard specifications; actual values may vary by manufacturer and product grade.
One advantage of tissue machines: a single machine can produce multiple grades. Switching from bathroom tissue to napkins means adjusting creping angle, chemical dosing, and Yankee hood temperature — typically 15–45 minutes of changeover time depending on how different the grades are.
Raw Materials for Tissue Paper Manufacturing
Raw material selection is the first decision that shapes your tissue quality, machine runnability, and production cost. Get the fiber blend wrong and no amount of downstream optimization will save the product.

Virgin Softwood Pulp (NBSK)
Northern bleached softwood kraft — sourced from pine, spruce, and fir — provides the backbone of the tissue sheet. These long pulp fibers (2.5–4.5 mm) give tensile strength and allow the sheet to hold together at high machine speeds. Most tissue furnishes contain 20–40% softwood. Without it, the sheet tears during creping.
Price range: USD 750–1,100 per tonne (2025 market rates vary by region and contract terms). Note: Prices fluctuate based on global supply, demand, and freight costs. Always confirm current rates with your pulp supplier.
Virgin Hardwood Pulp (BHKP)
Bleached hardwood kraft — produced through chemical pulping of eucalyptus, birch, and acacia — is the softness fiber. Short fibers (0.7–1.5 mm) pack densely and create a smooth surface. Premium facial tissue formulations run 60–80% eucalyptus BHKP. This is what consumers feel when they describe tissue as "silky."
Price range: USD 600–900 per tonne. Note: Prices vary by origin, grade, and market conditions.
Recycled Fiber (DIP — Deinked Pulp)
Sorted office waste paper and old newsprint processed through a deinking line — similar to the recycled paper manufacturing process — produce deinked pulp at 30–50% lower cost than virgin fiber. The tradeoff is real: recycled tissue has lower softness, more dust, and requires more chemical additives to reach acceptable quality. For commercial away-from-home (AfH) grades — think office washrooms, airports, hospitals — recycled fiber makes economic sense. For retail premium grades, it rarely works as the sole furnish.
Chemical Additives Used in Tissue Making
Every tissue mill runs a chemical program tuned to its specific fiber blend and target grade. Here are the chemicals you will find on any tissue machine:
Source: TAPPI, Kadant Creping Technology Guidelines, Parason Stock Preparation Data. Dosage ranges are typical industry values and may vary based on fiber furnish and target grade.
The creping adhesive and release agent work as a pair — too much adhesive and the blade chatters; too much release agent and the sheet flies off uncontrolled. Getting that balance right is part art, part chemistry, and mills often spend months fine-tuning it for a new Yankee cylinder.
Related: Chemicals used in paper mills | Essential raw materials for paper making
Tissue Paper Manufacturing Process — 7 Steps
Here is how tissue paper is made, step by step, from raw pulp to finished rolls. Each step includes the process parameters and equipment that matter at mill scale.
Step 1: Pulping
Raw material is broken into individual cellulose fibers inside a pulper (also called hydrapulper) — the first step in the wood pulping process. It is essentially a large tank with a rotor at the bottom that shreds bales of pulp or waste paper in water.
- Virgin pulp: Bales are loaded into a high-consistency pulper at 4–6% consistency. Pulping takes 15–30 minutes at 40–60°C. The rotor breaks apart the compressed pulp sheets and disperses fibers in water.
- Recycled fiber: Waste paper goes through a drum pulper or low-consistency pulper at 3–5% consistency. This stage also begins contaminant removal — staples, plastic film, tape, and glue are screened out early.
- Equipment: Pulper (15–500 m³ capacity depending on mill size), dump chest, and agitator-equipped storage chests.
Anyone who has worked in stock preparation knows: the quality of your pulping determines everything downstream. Underpulped fiber clogs screens. Overpulped fiber wastes energy and damages fiber length.
Related: Wood pulping process explained
Step 2: Cleaning and Screening
The pulp slurry passes through several stages of cleaning to remove anything that is not a usable fiber.
- High-density cleaners use centrifugal force to throw heavy contaminants (sand, metal fragments, glass shards) to the bottom of a cone-shaped vessel.
- Pressure screens push pulp through slotted baskets (0.15–0.25 mm slot width) to reject oversized particles, fiber bundles, and plastics.
- Forward cleaners handle fine contaminants at low consistency (0.5–1.0%).
- Deinking (recycled fiber only): Flotation cells inject air into the pulp. Ink particles — hydrophobic by nature — attach to air bubbles, float to the surface, and get skimmed off. This bleaching and cleaning process is what turns grey recycled pulp into a usable white furnish.
Target cleanliness: Less than 5 dirt specks per square meter in the finished sheet. That sounds generous until you realize that at 15 GSM, even tiny contaminants show through.
Step 3: Refining
Refining is where tissue diverges sharply from other paper grades. In a writing paper production process, you refine aggressively to develop bonding, smoothness, and printability. In a tissue mill, you refine as little as possible.
The goal is to develop just enough fiber-to-fiber bonding for the sheet to hold together on the machine — and not a fraction more. Over-refining collapses the fiber structure, destroys bulk, and turns your tissue into something closer to tracing paper than a product anyone wants to use.
- Freeness target: 400–550 CSF (Canadian Standard Freeness) for tissue, compared to 250–350 CSF for printing paper.
- Equipment: Low-consistency disc refiners from manufacturers like Andritz, Valmet, or Parason, operating at 3–5% consistency.
- Energy consumption: 50–150 kWh per tonne, depending on fiber type and the grade you are targeting.
The practical reality: every time you change grades, refining energy needs to be adjusted. Switching from a 22 GSM kitchen towel (more refining for wet strength) to a 15 GSM facial tissue (minimal refining for softness) means reducing plate gap and motor load — and verifying the change with freeness testing.
Related: Paper production process
Step 4: Forming (Wire Section)
The diluted pulp stock — now at just 0.1–0.3% consistency, meaning 99.7–99.9% water — is delivered from the headbox onto the forming section. This is where the sheet is born.
Forming configurations used in tissue mills:
Source: Valmet, Andritz, and Toscotec tissue machine specifications. Speed ranges represent typical operating windows.
The crescent former dominates modern tissue manufacturing. Here, the headbox injects the fiber slurry into a gap between the forming fabric and a felt that wraps around the forming roll. The water drains through the fabric, and the wet sheet transfers directly onto the felt — which carries it to the Yankee cylinder. No open draw. No pickup point. This closed transfer is why crescent formers can run at 2,000+ m/min without sheet breaks.
The headbox deserves special attention at tissue basis weights. At 15 GSM, even a 0.5 GSM variation across the machine width is visible in the finished product. Modern tissue headboxes use dilution profiling — injecting thin stock at specific CD (cross-direction) positions — to hold basis weight uniformity within ±1 GSM across a 5.6-meter-wide machine.
Sheet dryness leaving the forming section: 15–22%.
Step 5: Wet Pressing
The wet tissue web transfers from the felt onto the Yankee cylinder surface through a press nip. This is a balancing act that every tissue machine operator understands intuitively.
- Press type: Suction pressure roll pressing the sheet against the Yankee surface
- Nip pressure: 40–80 kN/m — deliberately lower than writing or packaging paper machines to preserve tissue bulk
- Sheet dryness after pressing: 38–46%
- Felt conditioning: High-pressure showers at 20–40 bar clean the press felt continuously to prevent felt filling and maintain dewatering performance
Here is the tradeoff you live with: pressing harder removes more water mechanically (saving steam cost at the Yankee) but crushes the fiber structure and destroys the bulk your customers pay for. A mill producing premium facial tissue will accept lower post-press dryness — maybe 38–40% — to protect softness. A mill producing commercial washroom rolls will press harder to 44–46% because cost matters more than feel.
Step 6: Yankee Drying and Creping
This is the heart of tissue manufacturing — the step that separates tissue from every other paper grade on the planet.
How the Yankee Dryer Works
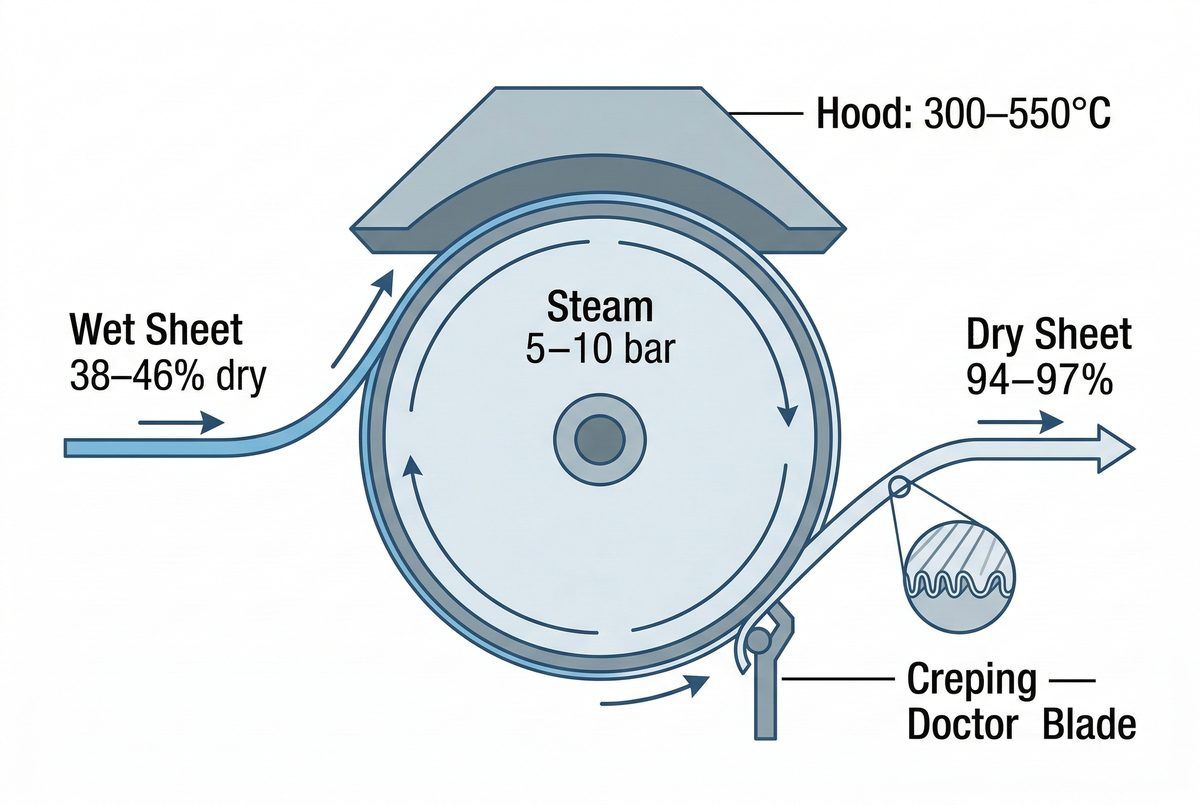
The Yankee cylinder is a massive cast iron or steel drum, 3.6 to 6.7 meters in diameter. Inside, it is pressurized with steam at 5–10 bar (corresponding to 152–180°C surface temperature). A gas-fired or steam-heated hood blows air at 300–550°C directly onto the sheet surface.
The wet sheet adheres to the Yankee via a thin film of creping adhesive, sprayed onto the cylinder surface ahead of the press nip. In less than half a second, the sheet goes from 38–46% dryness to 94–97% dryness. It is the most energy-intensive moment in the entire process — the Yankee and hood together consume 60–70% of total mill energy.
Modern Yankee cylinders range from 3.6 m diameter for smaller machines (5–30 TPD) to 6.7 m for high-speed lines (100–200+ TPD). The larger the diameter, the longer the sheet stays in contact with the heated surface — called the wrap angle — and the higher the drying rate.
How Creping Creates Softness
Once the sheet reaches target dryness, a steel doctor blade scrapes it off the Yankee surface. This is creping — and it is everything.
The blade creates micro-folds in the fiber structure. These folds give tissue its stretch (you can pull it before it tears), its bulk (the sheet is thicker than the flat fiber mat would be), and its softness (the folded fibers feel cushion-like against skin).
- Creping ratio: The speed difference between the Yankee surface and the reel — typically 10–25%. A 20% creping ratio means the sheet is 20% shorter after creping than before, with all that length converted into bulk.
- Doctor blade angle: 15–25 degrees, adjusted for different grades
- Blade material: Carbon steel, stainless steel, or ceramic-coated — each with different wear characteristics
- Blade life: 4–12 hours depending on material, speed, and coating chemistry
A worn blade produces flat, harsh tissue. An incorrectly angled blade can tear the sheet or chatter across the Yankee surface. Blade management is one of those mill skills that separates experienced operators from beginners — much like mastering the paper making process itself.
Related: Paper making process
Step 7: Converting — Reeling, Slitting, and Packaging
The dried, creped sheet is wound onto a parent roll at the reel, then sent to the converting hall where it becomes a finished product.
Parent roll specs:
- Diameter: 2.5–3.5 meters
- Width: Full machine width (2.5–5.6 meters)
- Weight: 2–6 tonnes per roll
Converting operations (in sequence):
- Unwinding — Parent rolls loaded onto converting line unwind stands
- Embossing — Steel-to-rubber roll pairs press patterns into the sheet, adding bulk and visual appeal
- Ply bonding — Two or three sheets are laminated together using mechanical crimping or glue
- Perforation — Rotary perforators create tear lines at set intervals
- Rewinding — Sheet wound onto cardboard cores at consumer roll diameter
- Log cutting — Long logs cut to roll width (100 mm for bathroom tissue, 200 mm for kitchen towel)
- Wrapping and packaging — Individual rolls or multi-packs wrapped in PE film or paper
Converting line speeds run at 300–800 m/min for modern equipment. The converting hall often employs as many people as the paper machine itself — it is a labor-intensive operation with significant quality control requirements.
Toilet Paper Manufacturing Process
Toilet paper (bathroom tissue) follows the same 7-step manufacturing process described above, but with specific parameters tuned for this particular grade. Since "toilet paper" and "bathroom tissue" are the same product — the industry calls it bathroom tissue, consumers call it toilet paper — here are the key differences in mill setup:
What makes toilet paper manufacturing distinct:
- Fiber blend: 70–80% eucalyptus BHKP for softness, 20–30% softwood NBSK for runnability. Premium 3-ply products may use 100% virgin fiber.
- Wet strength chemistry: PAE resin dosage is carefully controlled. Toilet paper must be strong enough to use but weak enough to disintegrate in water within 60 seconds (INDA/EDANA dispersibility standard).
- Creping: Higher creping ratio (15–25%) for maximum softness and bulk.
- Converting: Embossing patterns designed for ply bonding and perceived softness. Perforation spacing typically 114 mm (industry standard for tear-off sheets).
- Testing: Every production run goes through wet tensile testing, dispersibility testing, and softness panel evaluation.
A mill producing toilet paper can often produce facial tissue and napkins on the same machine with grade changes. The Yankee cylinder, headbox, and forming section stay the same — what changes is the chemical recipe, creping parameters, and converting line setup.
Related: Recycled paper manufacturing process
Tissue Paper Manufacturing Process Flow Chart
The tissue paper manufacturing process follows a linear sequence from raw material to finished product. Here is the process flow:
Raw Material (Pulp Bales / Waste Paper)
→ Pulping (Pulper, 4–6% consistency)
→ Cleaning & Screening (HD cleaners, pressure screens, flotation deinking)
→ Refining (Disc refiners, 400–550 CSF target)
→ Stock Preparation (Blending chest, machine chest, chemical addition)
→ Headbox (Dilution to 0.1–0.3% consistency, CD profile control)
→ Forming (Crescent former / Fourdrinier wire, 15–22% dryness)
→ Wet Pressing (Suction press, 38–46% dryness)
→ Yankee Drying (Steam + hood drying, 94–97% dryness)
→ Creping (Doctor blade, micro-fold creation)
→ Reeling (Parent roll winding, 2.5–3.5 m diameter)
→ Converting (Embossing → Ply bonding → Perforation → Rewinding → Cutting → Packaging)
→ Finished Product (Consumer rolls, AfH rolls, napkins, facial tissue boxes)
Key process loops:
- Broke system: Off-spec tissue from sheet breaks or grade changes is repulped and returned to the stock preparation system
- White water loop: Water drained during forming is recycled back to dilute incoming stock — modern mills recover 95–98% of process water
- Felt/fabric conditioning loop: Press felts and forming fabrics are continuously cleaned with high-pressure showers
This flow applies to conventional tissue machines using Yankee drying. TAD (through-air drying) machines add a structured fabric and TAD cylinder between forming and the Yankee — but the overall sequence remains similar.
Key Machinery in a Tissue Paper Mill
Every piece of equipment in a tissue mill has a specific job. For a complete overview of paper mill equipment, see our detailed guide. Here is what you will find on the floor, from stock preparation to converting:
Source: Parason, Valmet, Andritz, Voith, and Kadant product catalogs. Capacities represent typical ranges across manufacturers.
Inside a Tissue Paper Factory
Walking through a tissue paper factory, you will notice it is laid out differently from a conventional paper mill. The paper machine hall is smaller because there is just one Yankee cylinder instead of 40–60 dryer cans. But the converting hall is often larger — tissue converting requires embossers, rewinders, log saws, and packaging lines that take up significant floor space.
A typical tissue paper plant layout includes:
- Stock preparation area — pulpers, cleaners, refiners, and storage chests
- Paper machine hall — the tissue machine itself (headbox through reel), typically 50–80 meters long
- Parent roll storage — climate-controlled area for storing parent rolls before converting
- Converting hall — embossing, rewinding, cutting, and packaging lines
- Warehouse — finished goods storage and shipping
- Utilities — boiler house, gas supply, water treatment plant, effluent treatment plant
A small tissue paper factory (10–20 TPD) might fit on 2–3 acres. A large integrated tissue plant (100+ TPD) with its own deinking line and converting hall needs 10–15 acres.
Related: Paper mill equipment list | Paper machine manufacturers
Tissue Manufacturing vs Standard Paper Manufacturing
If you already operate a paper mill producing writing, printing, or packaging grades, here is how tissue compares:
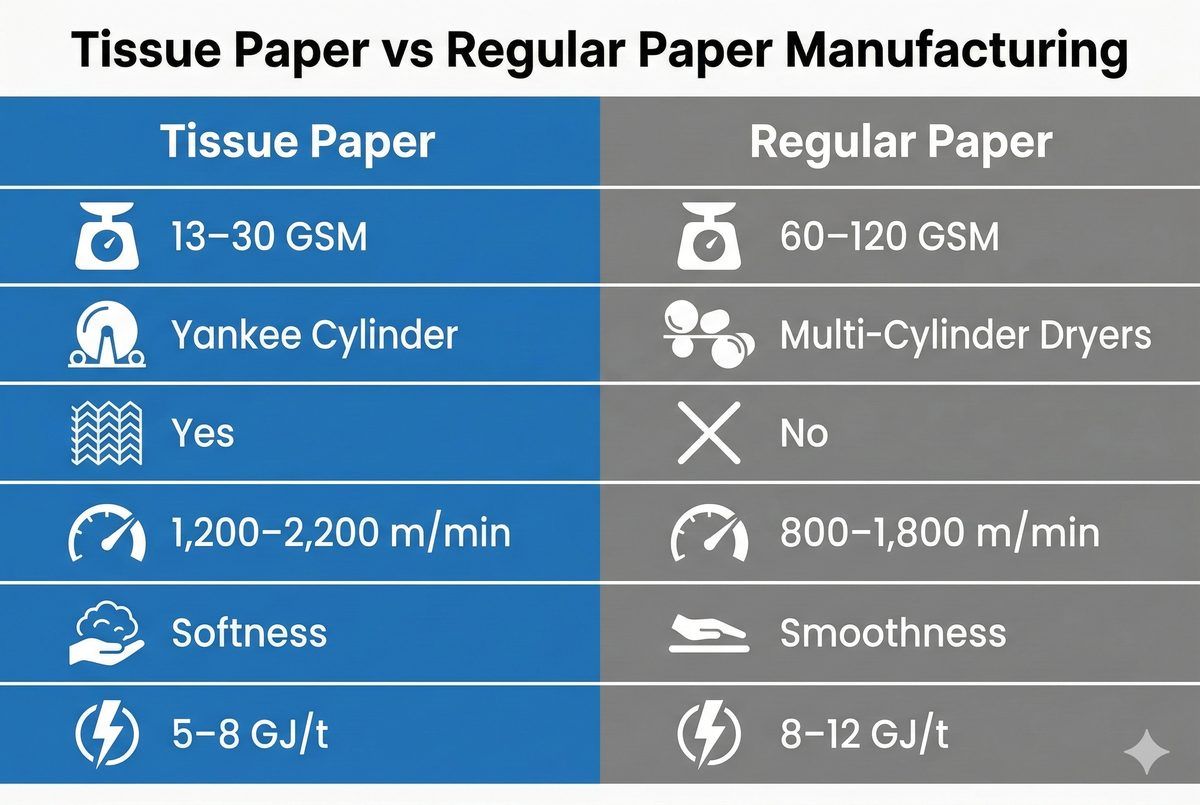
Note: Values shown in the comparison above are typical industry ranges. Actual specifications vary by machine design, manufacturer, and paper grade. Source: TAPPI Standards, Valmet Paper Technology.
Source: TAPPI Standards, Valmet Paper Technology, Fastmarkets RISI. Values represent typical industry ranges for conventional manufacturing.
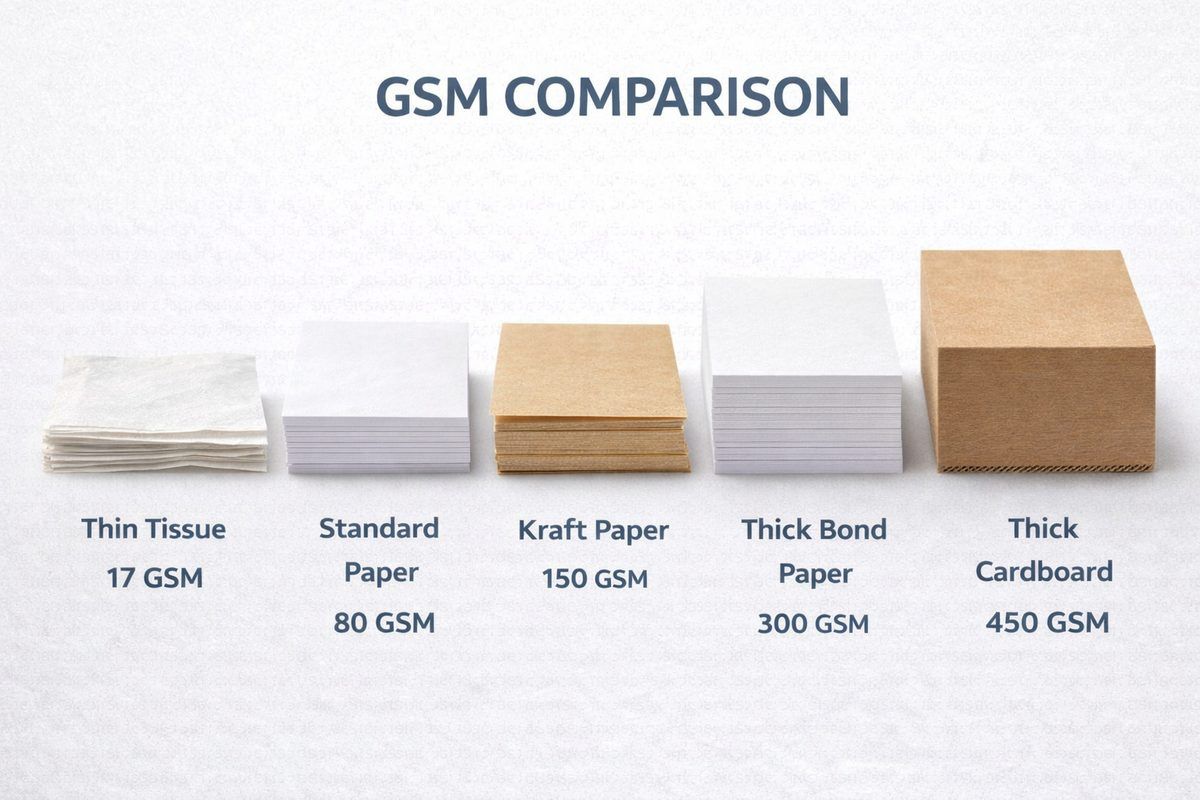
Note: GSM values shown are representative examples. Each paper type has a range of basis weights depending on grade and application.
The biggest mindset shift for anyone moving from conventional paper to tissue: in tissue, you are selling softness — not strength like kraft paper, not printability, not stiffness. Every process decision, from fiber selection to press loading to creping angle, serves that goal.
Related: Paper production process | Kraft paper manufacturing process
Setting Up a Tissue Paper Mill: Investment and Planning
Whether you are a first-time investor evaluating the tissue paper business or an existing mill owner adding a tissue line, here are the numbers and factors that drive the decision.
Tissue Paper Business: Investment and ROI
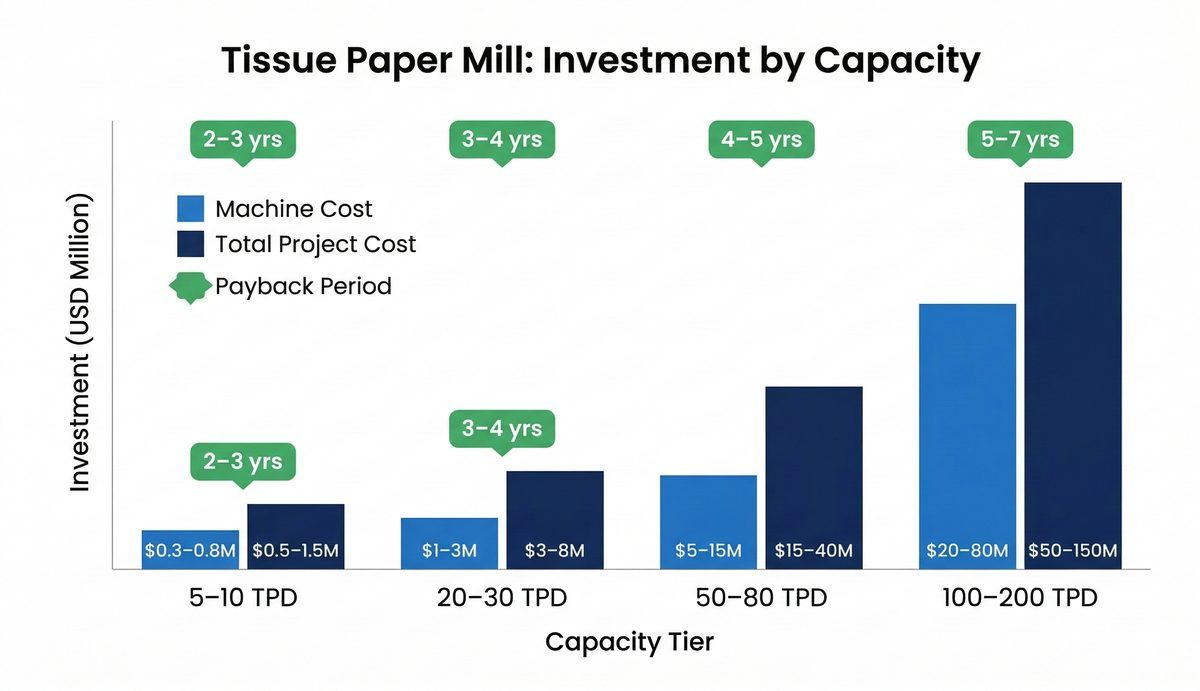
Note: Investment figures shown in the chart above are approximate estimates based on 2025 industry data. Actual costs vary by location, supplier, machine specifications, and project scope. Always obtain detailed quotations before making investment decisions.
Source: Parason, Valmet, Andritz, and Toscotec project estimates (2025). All investment figures are approximate and vary significantly by location, supplier, and project scope.
Total project cost includes the tissue machine, stock preparation equipment, building, utilities (boiler, gas, water treatment, ETP), converting line, and working capital for 3–6 months of raw material inventory. For a detailed breakdown, see our paper manufacturing machine cost guide.
Note: All investment figures are approximate estimates based on 2025 market data. Actual costs vary significantly depending on location, supplier, machine specifications, local construction costs, and project scope. Always obtain detailed quotations from equipment manufacturers before making investment decisions.
The tissue paper business has an advantage over other paper grades: relatively short payback periods, steady demand (tissue is a daily consumable), and low sensitivity to economic cycles. People buy toilet paper and facial tissue in recessions too.
Utilities Requirements Per Tonne of Tissue
Source: Valmet Tissue Technology, CEPI Best Available Techniques (BAT) Reference. Consumption figures represent modern mills with standard efficiency measures.
Site Selection for a Tissue Paper Plant
Location decisions that will affect your operating cost for the next 20 years:
- Water availability — You need reliable water supply and wastewater discharge permits. Tissue mills are relatively water-efficient (8–15 m³/tonne vs 30–60 m³/tonne for writing paper), but you still need consistent supply.
- Natural gas access — The Yankee hood runs on natural gas. No gas supply means expensive alternatives (LPG, fuel oil) that eat into margins.
- Raw material proximity — Within economical trucking distance of pulp suppliers or waste paper collection networks.
- Converting and distribution — Close to your target market to minimize finished goods logistics cost.
- Power grid reliability — Tissue machines cannot tolerate power interruptions. An unplanned shutdown means a sheet break, Yankee coating damage, and 30–60 minutes to restart.
Related: Paper manufacturing machine cost | Paper mill equipment list
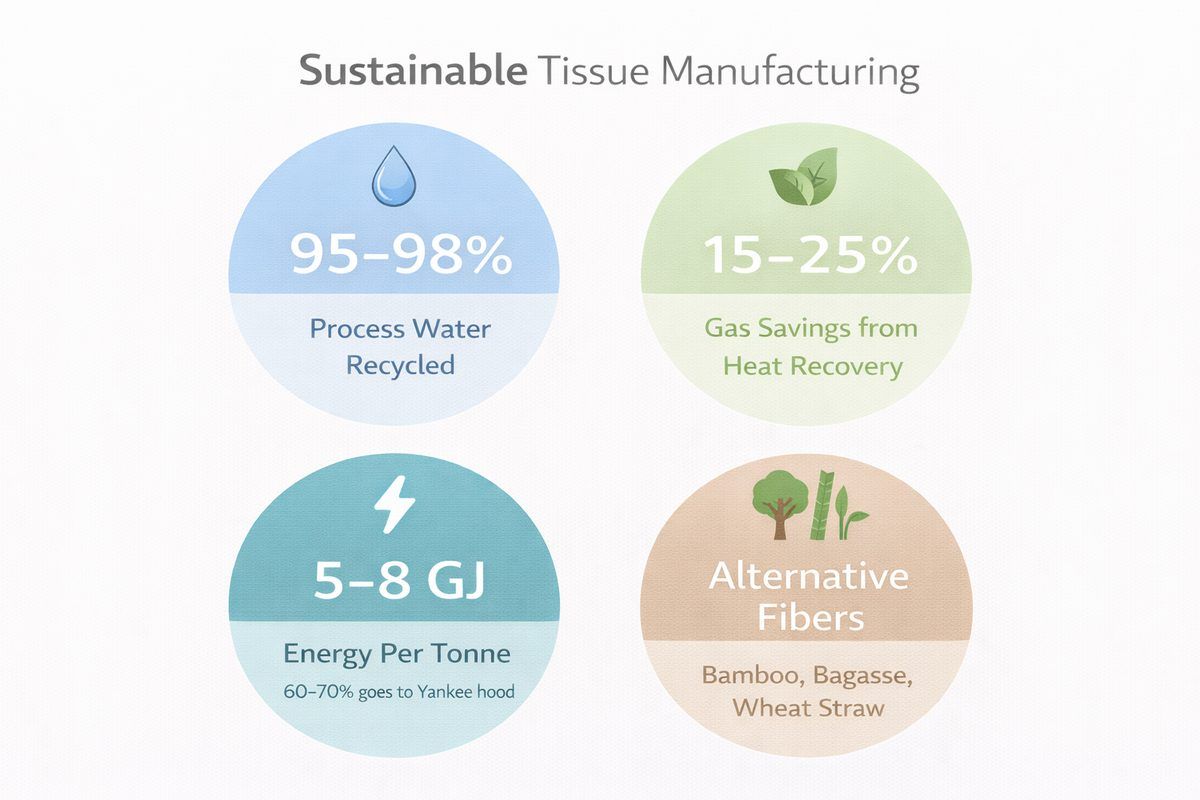
Sustainable Tissue Manufacturing
Sustainability is no longer optional for tissue mills. Retailers and institutional buyers increasingly require environmental certifications, and energy costs make efficiency a financial imperative.
Note: Sustainability metrics shown above represent typical ranges for modern tissue mills. Actual performance varies by mill design, equipment age, and operational practices. Source: CEPI BAT Reference, Valmet Sustainability Reports.
Current industry practices: (Sources: CEPI BAT Reference, Valmet Sustainability Reports, TAPPI)
- Yankee hood heat recovery: Modern systems recover exhaust heat to preheat combustion air or dry the incoming sheet, reducing natural gas consumption by 15–25%.
- Water recycling: Closed white water loops recover 95–98% of process water. A well-designed tissue mill uses 8–10 m³ per tonne, down from 20–30 m³ a decade ago.
- Alternative fibers: Bamboo, sugarcane bagasse, and wheat straw are gaining traction in Asia as virgin pulp alternatives. The choice between bleached vs unbleached fiber also affects sustainability outcomes.
- TAD and structured tissue alternatives: Hybrid technologies like Valmet Advantage NTT, Voith ATMOS, and Toscotec TT NextPress deliver near-TAD quality at significantly lower energy cost than full TAD machines.
- Certifications: FSC and PEFC chain-of-custody for virgin fiber sourcing. EU Ecolabel and Nordic Swan for environmental performance.
The energy challenge is real: tissue manufacturing uses 5–8 GJ per tonne, and 60–70% of that goes to the Yankee hood. Any technology that reduces hood energy — better heat recovery, improved moisture profiling, or TAD hybrid alternatives — has a direct and measurable impact on both cost and carbon footprint.
Related: Bleached vs unbleached paper | Pulp bleaching process
Tissue Paper Industry: Global Production Data
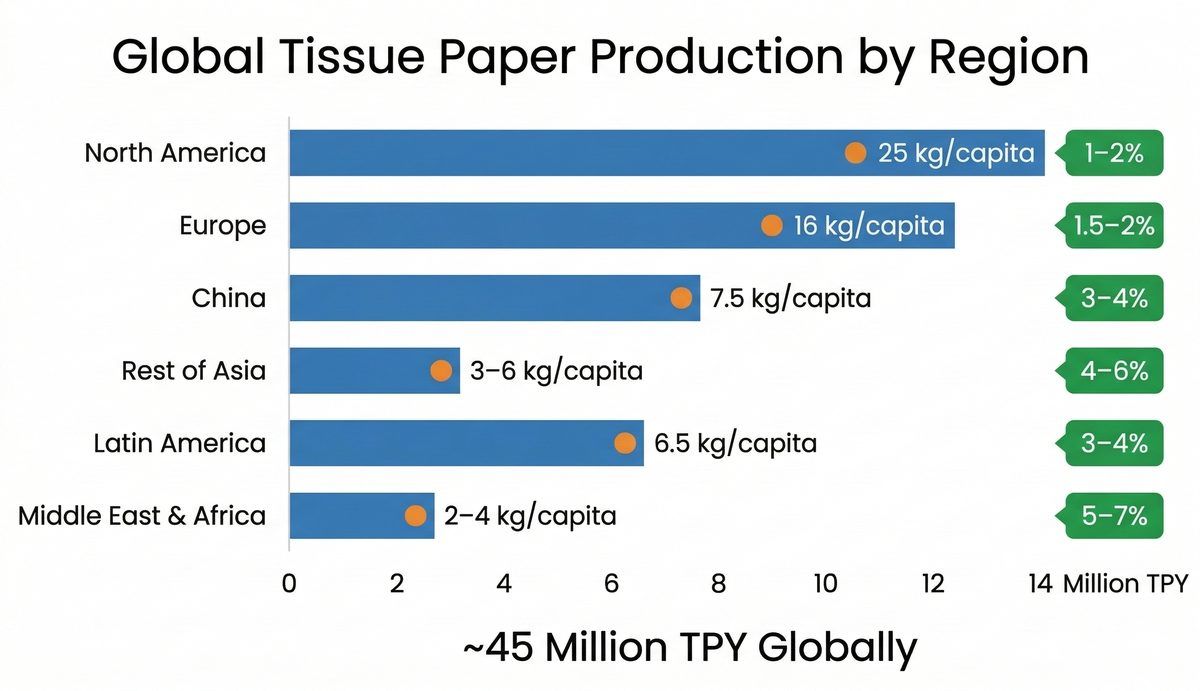
Note: Production capacities, per capita consumption, and growth rates shown above are estimates based on Fastmarkets RISI and Precedence Research (2025) data. Actual figures may vary by reporting methodology and market conditions.
Source: Fastmarkets RISI World Tissue Business Monitor, Precedence Research (2025), CEPI Preliminary Statistics 2025. Capacities and growth rates are estimates.
Industry trends shaping 2025–2026:
- Structured tissue technologies (Voith ATMOS, Valmet NTT, Valmet eTAD) are the fastest-growing machine segment — they bridge the quality gap between conventional and TAD tissue at 30–40% lower energy.
- Consolidation continues: The top 10 tissue producers (Essity, Kimberly-Clark, Procter & Gamble, Sofidel, etc.) control roughly 45% of global capacity.
- Greenfield investment in Asia and Africa is accelerating as per capita consumption rises with urbanization and hygiene awareness.
- Recycled fiber shortages in some markets are pushing mills back toward virgin pulp or alternative fibers.
Sources: Precedence Research (2025), Fastmarkets RISI, CEPI Preliminary Statistics 2025
Sources and References
- Parason — Tissue Paper Production Line — Stock preparation equipment, pulpers, disc refiners, and tissue machine components
- Precedence Research — Tissue Paper Market Size — Market data and growth projections (2025)
- CEPI Preliminary Statistics 2025 — European paper and board production data
- TAPPI — Tissue Making Technology — Technical standards for tissue manufacturing
- Valmet — Tissue Technology — Tissue machine specifications and process data
- Andritz — Tissue Production — PrimeLineTissue machine data
- Toscotec — Tissue Machines — AHEAD tissue machine series
- Kadant — Creping Technology — Doctor blade and creping systems
Data verified as of March 2026.





