
Paper manufacturing converts wood pulp, recycled fiber, or non-wood material into finished paper across an integrated industrial process. Modern mills run continuous lines at 1,200 to 2,200 metres per minute based on industry-published machine specifications, recover up to 95% of process water (CEPI Statistics), and produce paper grades from 12 GSM tissue to 600 GSM duplex board. The pulp and paper industry is one of the largest industrial users of renewable biomass for cogeneration, and drying alone accounts for around 70% of sector energy use (IEA, Pulp & Paper).
This guide is the master reference for paper manufacturing as a global industry. It covers the 10-stage production process, the raw materials and machinery used at each stage, the capital required to set up a plant, the leading manufacturers worldwide, and the regulatory and sustainability trends shaping the industry in 2026. Each section links to a deeper technical or commercial resource so engineers, plant investors, and procurement teams can drill into the topics that matter to their decisions.
Whether you are evaluating a paper mill investment in any market, comparing machinery suppliers, or researching the industry, this guide consolidates the data, the engineering, and the supplier landscape you need.
Get a feasibility report for your paper mill → Use the paper plant cost calculator →
What Is Paper Manufacturing?
Paper manufacturing is the industrial process of converting cellulose-bearing raw materials, primarily wood pulp, recycled paper, and non-wood fibers, into paper sheets through a continuous workflow of pulping, refining, sheet formation, drying, and finishing.
Three terms are commonly used interchangeably: paper manufacturing, paper production, and paper making. In modern industrial usage, "manufacturing" emphasises the full plant operation including stock preparation, machine line, and converting; "production" usually refers to the running of the paper machine itself; and "paper making" is the older craft term carried over from the hand-made era. The underlying engineering is the same.
The industry serves seven major end markets:
- Packaging board (corrugated kraftliner, duplex, white-top liner): the largest and fastest-growing segment
- Tissue and hygiene (toilet, kitchen, facial, napkin): driven by retail consumption growth in developed and emerging markets
- Writing and printing (cut-size office, book, magazine): declining in mature markets, stable in some emerging ones
- Newsprint: declining globally
- Specialty papers (currency, filter, food-contact, release liner): niche but high-margin
- Industrial papers (insulation, abrasive, label): stable industrial demand
- Recycled-grade base paper: feeds back into the packaging segment
Mill capacity is typically expressed in tonnes per day (TPD). Small mills run 5 to 20 TPD on simpler grades like kraft or recycled writing paper; mid-scale mills run 50 to 150 TPD; modern integrated machines exceed 1,000 TPD on board grades (FAO Pulp & Paper Capacity Survey).
The Paper Manufacturing Process: 10 Industrial Stages
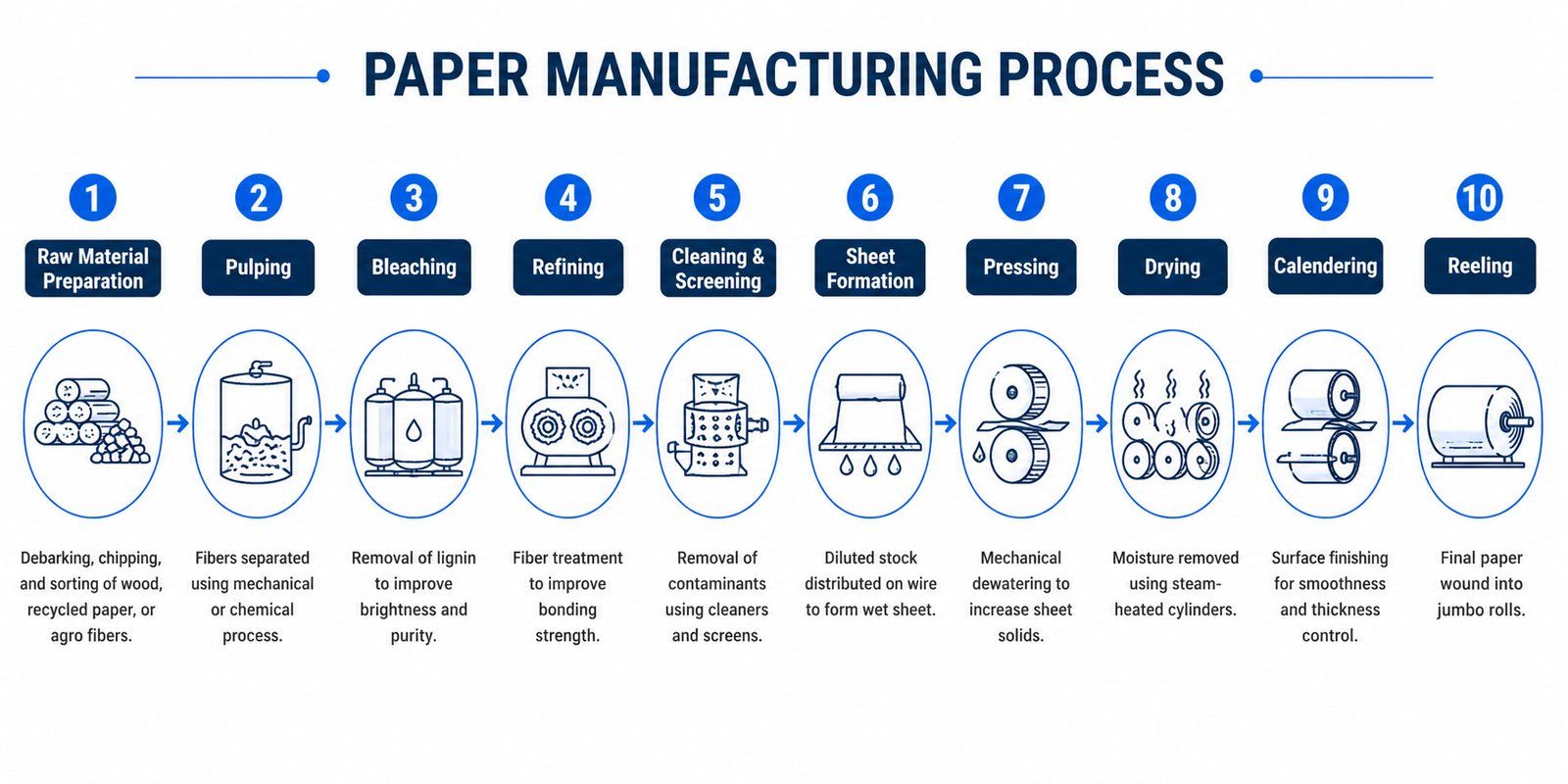
Modern paper manufacturing follows a continuous 10-stage process. Each stage is engineered for the target paper grade. Tissue, kraft, and board mills tune their machinery and operating parameters differently, but the underlying workflow is consistent. The full process from raw fiber entering the pulper to finished paper exiting the reel takes 1 to 3 hours; the actual sheet from headbox to reel takes seconds.
For a deeper engineer-focused treatment of the production line, see the industrial paper production process guide.
Stage 1: Raw Material Preparation
Logs arrive at the mill yard, are debarked in rotating drums, and chipped into uniform 25 to 35 mm pieces. Recycled paper bales are sorted by grade and conveyed to the pulper. Bagasse, bamboo, and wheat straw, common in Asian, Latin American, and some African mills, are depithed and conveyed to a separate pulping line.
The objective at this stage is to deliver a clean, consistent fiber stream to the pulper. Bark, contaminants, and oversize chips degrade pulp quality and can damage downstream equipment.
→ See the full list of raw materials used in paper manufacturing
→ Read the wood chipping process guide
Stage 2: Pulping
Pulping breaks raw material into individual fibers. The two main methods are mechanical and chemical, with kraft (chemical) being dominant for industrial paper (TAPPI standards and methods).
Mechanical pulping physically grinds wood between rotating discs. Yield is high (85 to 95%) but lignin remains in the pulp, producing shorter, weaker fibers used in newsprint and some tissue grades.
Chemical pulping dissolves lignin using either the kraft (sulfate) or sulfite process. Yield is lower (45 to 55%) but fibers are longer and stronger, making chemical pulp the choice for kraft paper, packaging board, and high-quality writing paper.
Recycled pulping uses a hydropulper to disperse waste paper into water, followed by deinking, screening, and bleaching to produce DIP (deinked pulp).
Pulper consistency is typically 4 to 6%, operating temperature 40 to 60°C, with batch times of 15 to 30 minutes for waste paper or 60 to 90 minutes for chemical pulping based on standard stock preparation reference projects.
→ Compare pulper machine types and specifications
Stage 3: Bleaching
Bleaching removes residual lignin and brightens the pulp. Modern mills use elemental chlorine-free (ECF) sequences with chlorine dioxide and oxygen, or totally chlorine-free (TCF) sequences using hydrogen peroxide and ozone. Brightness targets range from 60% ISO for kraft sack paper to 92%+ ISO for office writing paper.
Tissue and packaging mills using recycled fiber follow modified bleaching sequences focused on deinking efficiency rather than maximum brightness. ECF dominates in North America and most of Asia, while TCF is more common in some European mills with ecolabel requirements (CEPI Statistics).
Stage 4: Refining and Stock Preparation
Refining mechanically develops the fibers, fibrillating their surfaces and increasing bonding capacity. Disc refiners and conical refiners are common. The target Canadian Standard Freeness (CSF) varies by grade: 250 to 350 mL for printing/writing paper, 400 to 550 mL for tissue, 600 to 700 mL for packaging board.
Stock preparation also adds:
- Sizing agents (rosin, AKD, ASA) to control water absorption
- Fillers (calcium carbonate, kaolin, talc) to improve opacity and reduce cost
- Retention aids (cationic polymers) to keep fines in the sheet
- Strength additives (starch, cationic polyacrylamide) where required
- Dyes and optical brighteners for specific grades
Stage 5: Cleaning and Screening
Centrifugal cleaners remove heavy contaminants (sand, staples, plastic). Pressure screens with 0.15 to 0.25 mm slots remove oversize particles, shives, and stickies. Multi-stage cleaning and screening systems are standard, with reject rates of 1 to 3%.
→ See the full paper mill equipment list with specifications
Stage 6: Sheet Formation (Wet End)
The cleaned, refined stock is diluted to 0.1 to 1.0% consistency and delivered to the headbox at controlled flow and pressure. The headbox spreads the slurry uniformly across the wire width through a converging nozzle.
The most common forming sections are:
- Fourdrinier (single-wire), used for writing, printing, and many board grades
- Twin-wire, used for tissue and high-speed board
- Crescent former, used for tissue
- Multi-ply (multi-headbox), used for duplex board and folding box board
Sheet formation determines the final paper's fiber orientation, formation uniformity, and basis weight profile. Typical wire speeds are 600 to 1,500 m/min for board, 1,200 to 2,200 m/min for tissue based on industry-published paper machine specifications.
→ Read about headbox types and design specifications
Stage 7: Pressing
The wet sheet (around 20% solids leaving the wire) passes through 2 to 4 press nips that mechanically squeeze out water, raising solids to 38 to 46%. Modern shoe presses extend the dewatering nip, improving sheet dryness and reducing dryer-section steam consumption. Press fabrics need 8 to 14 weeks of life and are a recurring operating cost.
Stage 8: Drying
The pressed sheet enters the dryer section, typically 30 to 60 steam-heated cast-iron cylinders arranged in two tiers. Steam pressure ranges from 2 to 10 bar. The sheet exits at 92 to 96% solids.
Tissue paper uses a single large Yankee dryer (3 to 6 m diameter) with hot-air impingement hoods reaching 500°C. The sheet is pressed onto the Yankee surface, dried to 94 to 97% solids, then creped off using a doctor blade. The creping action gives tissue its characteristic softness and bulk.
Steam consumption is the largest energy input in paper manufacturing, typically 1.4 to 1.8 tonnes of steam per tonne of paper (IEA, Pulp & Paper).
Stage 9: Calendering
Calendering passes the dry sheet between heated steel rolls under pressure to control thickness, smoothness, and surface gloss. Soft-nip calenders are used where surface preservation matters; hard-nip calenders are used for densification and gloss. Coated grades typically also pass through a coating station before calendering.
Stage 10: Reeling, Slitting, and Finishing
The finished web is wound onto a master reel (the "pope reel") that can hold 30 to 60 tonnes of paper. The reel is then transferred to a winder/slitter that cuts the master roll into customer-width rolls and rewinds them to controlled hardness and length. Sheets, cut-size, and converted products are produced in subsequent finishing operations.
→ Browse the complete paper mill equipment list across all stages
Raw Materials in Paper Manufacturing
Paper manufacturing uses three primary fiber sources: virgin wood pulp, recycled fiber, and non-wood fibers. The choice depends on paper grade, regional fiber availability, and economics.
Virgin Wood Pulp
- Softwood pulp (NBSK, BSK): long fibers (2.5 to 4 mm), high tensile strength. Used in packaging board, kraft sack paper, and as the strength backbone of writing paper. Major sources: Canada, Sweden, Finland, Russia, Brazil.
- Hardwood pulp (BHKP, BEK): short fibers (0.8 to 1.2 mm), high opacity and printability. Used in copy paper, tissue, and the printing surface of board grades. Major sources: Brazil (eucalyptus), Indonesia (acacia), United States (maple, oak).
Recycled Fiber (Deinked Pulp / DIP)
Old corrugated containers (OCC), mixed office waste (MOW), and old newsprint (ONP) are repulped, deinked, screened, and sometimes bleached to produce DIP. Recycled fiber accounts for around 60% of global fiber input, with regional variations: Europe leads at over 70% recycled-fiber content in many grades, North America averages around 50%, and emerging Asian markets vary widely (CEPI Statistics; AF&PA Statistics).
Non-wood Fibers
- Bagasse (sugarcane fiber): common in Indian, Brazilian, Indonesian, and Egyptian mills
- Bamboo: fast-growing alternative used in tissue and writing grades, particularly in China and Southeast Asia
- Wheat straw, rice straw: used in regional mills across South Asia and parts of Africa
- Cotton, hemp: used in specialty papers including currency
→ See the complete raw materials list with sourcing and use cases
→ Browse bagasse pulp sheet manufacturers
Chemical Inputs
Beyond fiber, paper manufacturing uses sizing agents, fillers, strength additives, retention aids, dyes, brightening agents, biocides, drainage aids, and bleaching chemicals. Industry estimates indicate chemical cost typically represents 15 to 25% of total paper production cost depending on grade.
Process Variations by Paper Type
The 10-stage process applies to all paper grades, but each grade tunes its machinery and chemistry differently.
Tissue Paper Manufacturing
Tissue mills use crescent-former or twin-wire forming, a single Yankee dryer, and a creping doctor blade to deliver soft, bulky, low-basis-weight (12 to 35 GSM) paper. Wet-strength resin is added for kitchen and bath grades. Most modern tissue machines run at 1,800 to 2,200 m/min.
→ Read the complete tissue paper manufacturing process guide
Kraft Paper Manufacturing
Kraft mills run chemical pulping with high-yield cooks, single-ply or multi-ply Fourdrinier formers, and high-strength chemistries. Output ranges from 80 GSM sack paper to 200 GSM kraftliner. Strength is the defining quality metric.
→ Read about kraft paper manufacturing process, types, and applications
Recycled Paper Manufacturing
Recycled mills feed OCC or mixed waste through hydropulpers, deinking flotation cells, multi-stage screening, and dispersion units. The wet end and dryer section follow standard configurations. Yield from waste paper is 80 to 90% depending on the input grade.
→ Browse the waste paper recycling plant machinery guide
Duplex Board and Multi-ply Board
Duplex board mills use multi-headbox or multi-vat formers to lay down 2 to 5 separate plies, typically a white top liner, kraft middle, and recycled-fiber back. Each ply is formed independently then couched together before pressing. Used for cartonboard, folding box board, and white-top liner.
Writing and Printing Paper
Wood-free writing papers run on Fourdrinier machines with surface sizing, calendering, and often coating. Brightness targets are 90%+ ISO and dimensional stability is critical for office printing.
Equipment Used in Paper Manufacturing
A modern paper mill operates 25 to 40 distinct machine types across the production line. The table below summarizes the major equipment by stage.
| Stage | Machinery | Function | Typical capacity range |
|---|---|---|---|
| Raw material handling | Debarking drum, chipper, OCC pulper | Prepare fiber feed | 10 to 500 TPD |
| Pulping | Hydropulper, kraft digester, refiner | Disperse and break down fiber | 5 to 1,000 TPD |
| Cleaning | Centrifugal cleaners, pressure screens | Remove contaminants | All capacities |
| Stock prep | Disc refiner, conical refiner, machine chest | Develop fiber, dose chemicals | All capacities |
| Forming | Headbox, Fourdrinier wire, twin-wire, crescent former | Form paper sheet | 5 to 1,500 TPD |
| Pressing | Press section (2 to 4 nips), shoe press | Mechanically dewater | All capacities |
| Drying | Steam-heated cylinders, Yankee dryer, IR/air dryers | Thermally dewater | All capacities |
| Calendering | Soft-nip / hard-nip calender | Surface finishing | All capacities |
| Reeling | Pope reel, master reel drum | Wind finished paper | All capacities |
| Slitting | Slitter-rewinder | Cut to customer rolls | All capacities |
| Quality control | Online basis weight, moisture, brightness scanners | Real-time QC | All modern mills |
→ See the complete paper mill equipment list with detailed specifications
→ Compare pulper machine specifications and supplier guide
→ Read headbox types and design principles
The choice of equipment depends on capacity, paper grade, fiber input, and budget. Technical specifications vary significantly between manufacturers. Exact data should be obtained from the supplier based on machine model and project requirement.
Setting Up a Paper Manufacturing Plant

A paper mill is one of the most capital-intensive industrial investments. Capital requirements scale with capacity, paper grade, and degree of automation. The cost ranges below are global averages; based on supplier-published reference projects, actual costs vary 20 to 40% with country labor rates, import duties, and utility connections.
Capital Required by Plant Size
| Capacity | Typical paper grade | Capex (USD) | India equivalent (₹ Cr) | Europe equivalent (€) |
|---|---|---|---|---|
| 5 to 20 TPD | Recycled writing, simple kraft | $360K to $840K | ₹3 to 7 | €330K to €780K |
| 20 to 50 TPD | Kraft, board, tissue (small) | $840K to $1.8M | ₹7 to 15 | €780K to €1.7M |
| 50 to 100 TPD | Mid-scale kraft, board, tissue | $1.2M to $3.6M | ₹10 to 30 | €1.1M to €3.3M |
| 100 to 300 TPD | Industrial kraft, packaging board | $3.6M to $9.6M | ₹30 to 80 | €3.3M to €8.9M |
| 300+ TPD | Modern continuous integrated mill | $9.6M+ | ₹80+ | €8.9M+ |
Costs vary with location, ground utilities (water, power, steam), and degree of automation. Country-specific cost breakdowns are detailed in dedicated guides.
→ Read the paper manufacturing plant cost in India breakdown
Site and Utility Requirements
A typical 50 TPD paper mill needs:
- Water: 30 to 60 m³ per tonne of paper, lower with closed-loop systems (IEA, Pulp & Paper)
- Power: 600 to 1,000 kWh per tonne
- Steam: 1.4 to 1.8 tonnes per tonne of paper
- Fuel: Coal, biomass, or natural gas for boiler
- Land: 4 to 8 acres including raw material storage and effluent treatment
- ETP/STP: Mandatory effluent treatment to local pollution-control standards (US EPA, EU Industrial Emissions Directive, China GB standards, India CPCB norms, or equivalent)
Machinery Selection and Suppliers
Paper machine cost is the largest line item, typically 50 to 60% of total capex. Key suppliers globally include:
- Tier 1 (turnkey, large-scale): European and North American OEMs supplying full integrated lines for 300+ TPD mills
- Tier 2 (mid-scale and regional): European and East Asian suppliers focused on 50 to 300 TPD mid-capacity machines
- Tier 3 (small-scale and emerging markets): Parason and other Indian manufacturers serving 5 to 100 TPD mills with cost-optimized configurations
→ Read the paper manufacturing machine cost guide by capacity and type
→ Compare top paper machine manufacturers worldwide
Planning a paper manufacturing plant? Get a feasibility report including supplier-verified capex, monthly opex, and ROI projection for your specific capacity, grade, and country.
Paper Manufacturing Industry: Markets, Companies, and Trends in 2026
The global paper manufacturing industry produced approximately 417 million tonnes of paper and board in 2025, with packaging accounting for around 60% of total output (FAO Forest Products Statistics; CEPI Preliminary Statistics 2025).
Top Paper Manufacturing Countries (2026)
| Country | Approximate annual output | Notes |
|---|---|---|
| China | 130+ million tonnes | World's largest producer |
| United States | 65 to 70 million tonnes | Strong in packaging and tissue |
| Japan | 24 to 26 million tonnes | High-quality writing/printing |
| India | 22 to 25 million tonnes | Fastest-growing major market |
| Germany | 21 to 23 million tonnes | European packaging leader |
| Brazil | 11 to 13 million tonnes | Major hardwood pulp exporter |
| Indonesia | 10 to 12 million tonnes | Large pulp and paper integrated mills |
Sources: FAO Pulp & Paper Capacity; AF&PA Statistics; CEPI Statistics.
Largest Paper Manufacturing Companies
Top global paper companies by revenue and capacity include:
- North America: International Paper, WestRock, Packaging Corporation of America, Domtar, Sonoco
- Europe: Smurfit Kappa (Ireland/Europe), Stora Enso (Finland), UPM (Finland), Mondi (UK/Austria), DS Smith (UK)
- Asia: Oji Holdings (Japan), Nippon Paper (Japan), Nine Dragons Paper (China), APP-Sinar Mas (Indonesia)
- Latin America: Suzano (Brazil), Klabin (Brazil)
- India: ITC, JK Paper, Tamil Nadu Newsprint and Papers (TNPL)
→ Read the 10 largest paper manufacturing companies in the world rankings
Regional Industry Outlooks
- North America: Mature market with steady packaging demand. Tissue and corrugated growing; graphic paper declining. ECF bleaching dominant. Strong recycled-fiber feedstock supply (AF&PA U.S. Paper Production and Capacity Trends).
- Europe: Highest recycled-fiber content globally (over 70% in many grades). Aggressive sustainability targets driving capex into closed-loop water and biomass cogeneration (CEPI Statistics).
- Asia (excluding India): China leads global capacity additions. Southeast Asian mills (Indonesia, Vietnam) growing on packaging demand. Tissue capacity expanding rapidly.
- India: Projected 6 to 8% CAGR through 2030, driven by packaging from FMCG and e-commerce, single-use-plastic regulations, and steady tissue consumption growth (IPMA Statistics).
- Latin America: Brazil and Chile dominate hardwood pulp exports. Domestic paper consumption growing modestly.
- Africa and Middle East: Smaller installed base. Egypt, Nigeria, and South Africa adding mid-scale recycled-fiber mills to serve regional packaging demand.
→ Read the full paper manufacturing market analysis and trends
Sustainability in Paper Manufacturing
Modern paper manufacturing is one of the most aggressively decarbonized heavy industries. Three trends define the 2026 sustainability landscape.
Closed-loop water systems. Modern mills recover 90 to 95% of process water through clarifiers, super-cleaners, and ultrafiltration. Fresh water consumption per tonne has fallen from over 100 m³ in 1990 to 20 to 40 m³ in modern mills (CEPI Statistics; IEA, Pulp & Paper).
Recycled fiber dominance. Recycled paper accounts for around 60% of global fiber input, with Europe leading at over 70% recycled content in many grades (CEPI Statistics; AF&PA Statistics; Bureau of International Recycling).
Energy efficiency and biomass cogeneration. Many integrated kraft mills are net energy producers, burning black liquor and biomass to generate steam and electricity exceeding their own consumption. Energy use per tonne has fallen 20 to 30% since 2000 across major producing regions (IEA, Pulp & Paper; IEA Energy Efficiency 2025).
Single-use-plastic regulations in the European Union, India, and a growing list of countries are creating tailwinds for fiber-based packaging, accelerating capacity additions in molded fiber, kraft liner, and white-top liner (EU Directive 2019/904 on Single-Use Plastics; India MoEFCC).
Continue Exploring: Paper Manufacturing Resources
This guide is the starting point. For deeper dives, the following resources cover each topic in technical or commercial detail.
Process and Equipment
- Industrial paper production process
- Complete paper mill equipment list
- Pulper machine types, specs, and applications
- Headbox in paper machines: types and design
- Wood chipping process
Raw Materials and Suppliers
Process Variations
- Tissue paper manufacturing process
- Kraft paper manufacturing process, types, and applications
- Waste paper recycling plant machinery
Cost and Plant Setup
Industry and Companies
- Top paper machine manufacturers
- 10 largest paper manufacturing companies in the world
- Paper manufacturing market analysis
References / Sources
- FAO Forest Products Statistics
- FAO Pulp and Paper Production Capacities
- CEPI Industry Statistics
- CEPI Preliminary Statistics 2025
- AF&PA Statistics
- AF&PA U.S. Paper Production and Capacity Trends 2025
- IEA Pulp & Paper Sector Tracking
- IEA Energy Efficiency 2025
- IPMA Statistics (India)
- TAPPI Standards and Methods
- Bureau of International Recycling
- Industry-published paper machine technical bulletins and OEM reference projects
- EU Directive 2019/904 (Single-Use Plastics Directive)
- EU Industrial Emissions Directive (2010/75/EU)
- US EPA Pulp, Paper, and Paperboard Effluent Guidelines (40 CFR Part 430)
- India Ministry of Environment, Forest and Climate Change (SUP Notification)
- Central Pollution Control Board (CPCB), India